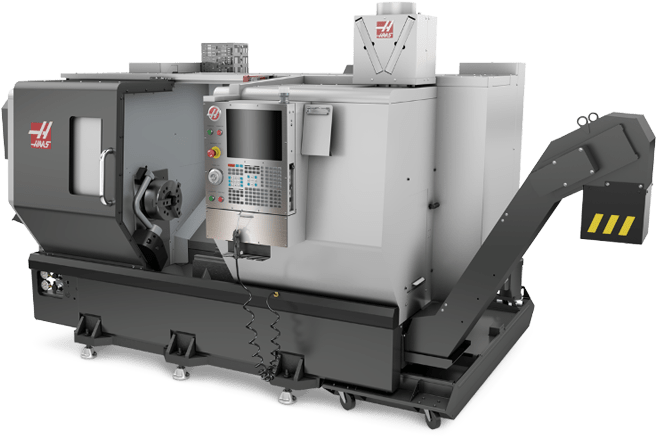
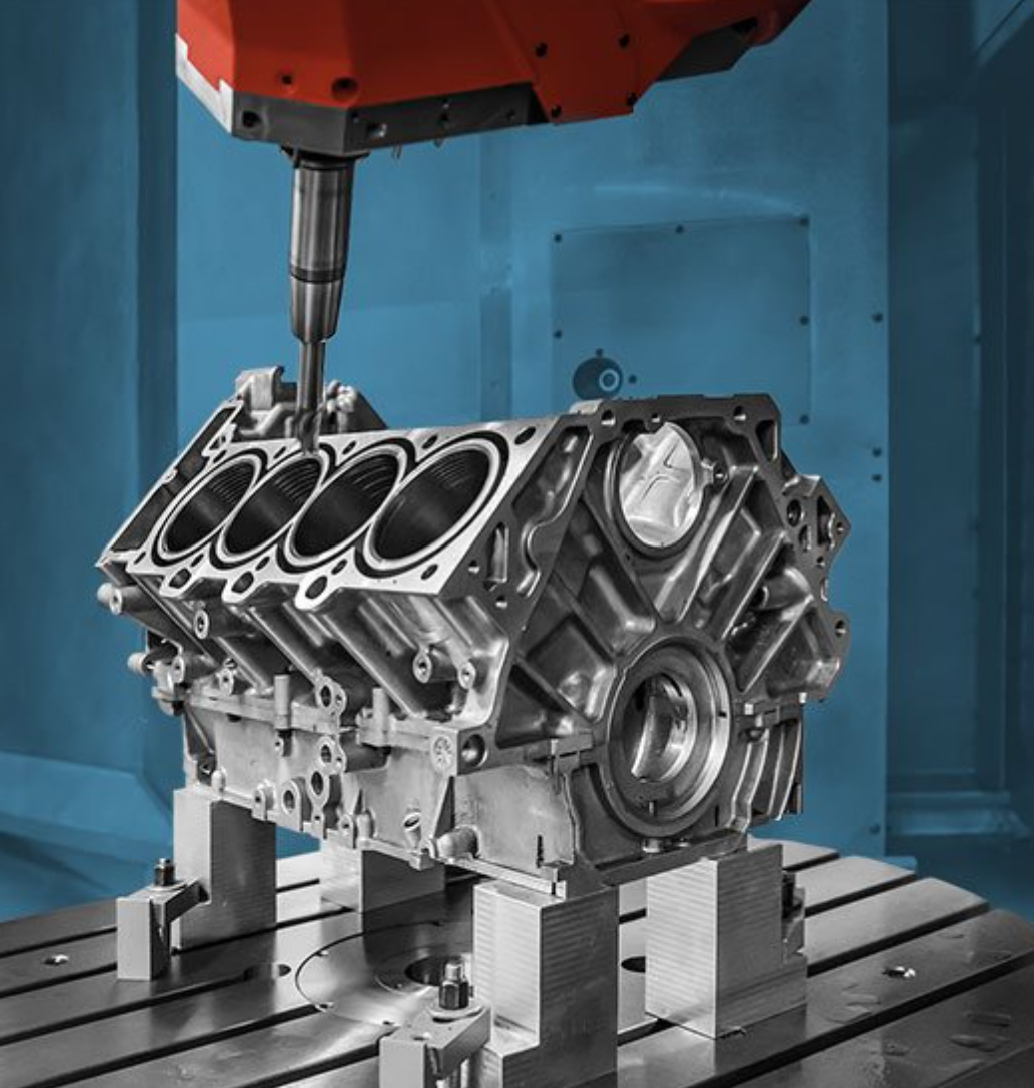
CNC Exchange, a division of Gray Machinery Company, specializes in buying and selling high-quality, pre-owned CNC Swiss-type lathes, turning centers and machining centers.
CNC Exchange offers auction, appraisal and liquidation services through our industrial auction company partner, Premier Asset Recovery Group. Participate in person or online.